×


The modern customer's needs, wants and behaviours are constantly evolving even more so in this connected world with easier access to information and countless options to choose from. Many organisations are now investing heavily in understanding and predicting consumer behaviour. The fact that information is now so easily accessible at every stage of the customer journey, it is becoming even more imperative to make not just the product but also, the overall experience of the customer personalised as much as possible. The smart customers of the future will want more options and a variety of products to choose from, which is why the production must adapt quickly to the evolving market dynamics.

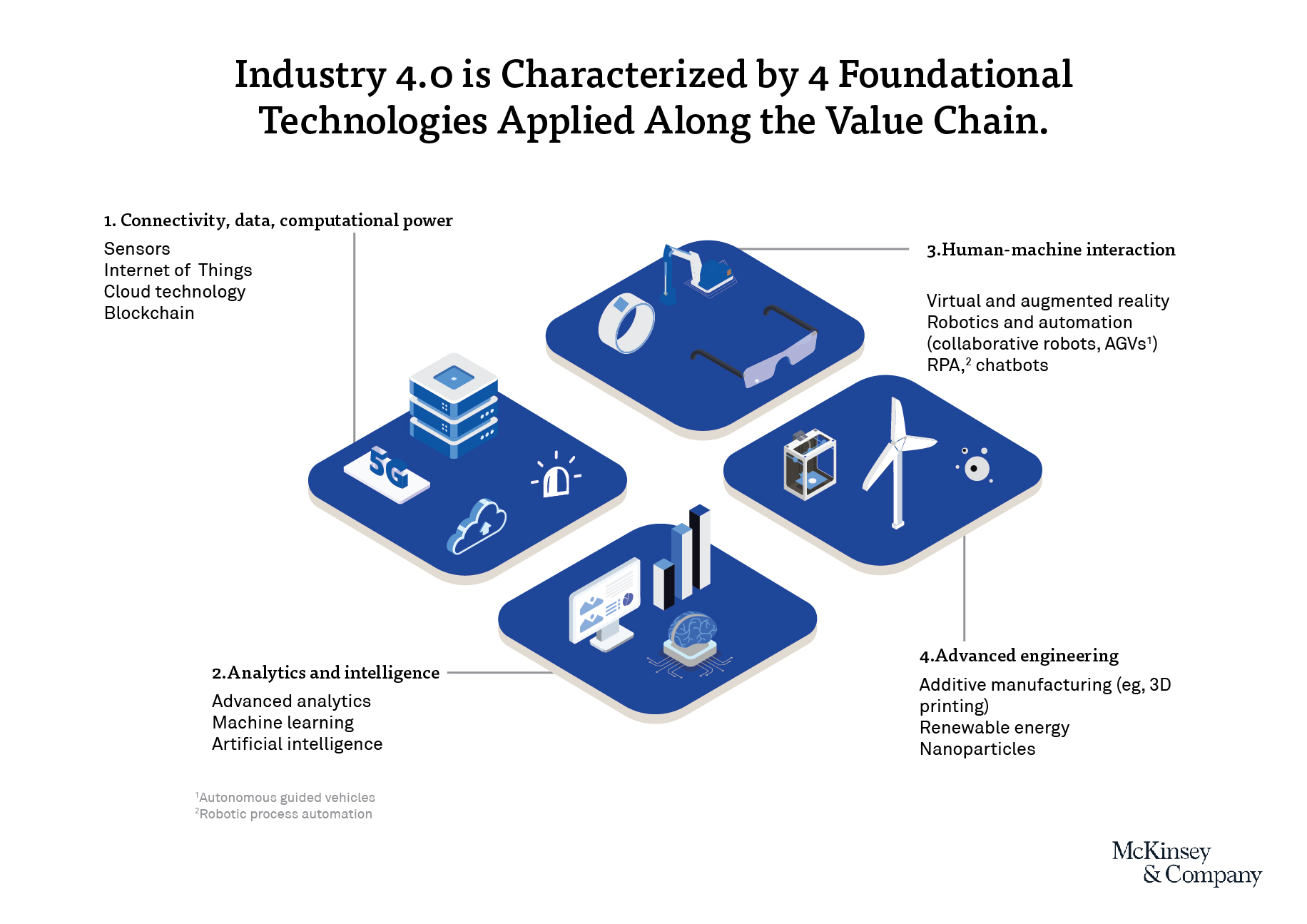
This is where industry 4.0 comes into play. The fundamental goal of the fourth industrial revolution is to make manufacturing go beyond automation and optimisation by making the overall production process more customer centric including faster and efficient logistics. It brings together the physical production, smart digital technologies and Big Data to create a diverse and connected ecosystem for manufacturing and supply chain management companies to achieve higher efficiency, increased productivity and faster speed- to- market. Experts are defining this industrial revolution with four fundamental characteristics:
Technologies defining industry 4.0
This industrial revolution is set to transform what was initiated in the third revolution through the adoption of computers and automation and take it further with smart and autonomous systems. Industry 4.0 converges IT (Information Technology) and OT (Operational Technology) to create a cyber-physical environment by using several technologies including:
By using these technologies, manufacturers are able to create synergies between their systems across the value and supply chain, which were previously working in silos, hence, enabling them with connectivity, intelligence and flexible automation.
Industry 4.0 for automotive manufacturers: Need and adoption
Much like other industries, the automotive industry is also facing a major transformation led by the insurgence of industry 4.0. Manufacturers are envisioning new possibilities through a combination of the digital and physical technologies, which are enabling them to be more flexible, efficient and responsive. Industry 4.0 is having a profound impact on the adoption of digital transformation in the automotive industry making it even more relevant for Original Equipment Manufacturers (OEMs), suppliers, dealers, captive finance organisations and others working in the mobility ecosystem across the automotive supply chain.
Adoption of industry 4.0 would mean that manufacturers would be able to better engage with their customers, deliver products and services more efficiently and rethink the way they were operating their businesses. While automotive companies have invested heavily in the adoption of technologies enabling them to streamline and automate processes, they are still behind technology companies. These technology companies are increasing their R&D efforts in developing low-cost computing, high-speed connectivity and AI/ML algorithms that have digitised the physical industries. Through predictive analytics, they are able to turn raw data into meaningful insights enabling informed decisions and optimised actions through a preemptive approach.
These technology companies are now entering the automotive manufacturing space making it necessary for the traditional automakers working with legacy infrastructures to transform operations and adopt technologies to stay relevant with the changing market landscape. Technologies that are causing disruption in the automotive sector are referred to as CASE (connectivity, autonomy, shared mobility and electrification) technologies. Automakers and OEMs failing to adopt technologies are expected to fall behind and eventually find themselves out of business with assets and skillsets that will no longer be in demand. Hence, auto manufacturers and other players in the automotive ecosystem are realising the need to invest heavily in the product and manufacturing process innovation. To overcome the hurdles of technology adoption and subdue technology gaps, some automotive companies are leaning towards strategic partnerships with technology companies and competitors and opting for targeted mergers and acquisitions of startups.
The fourth industrial revolution is set to transform what was initiated in the third revolution through adoption of computers and automation and take it further with smart and autonomous systems.
Other companies are looking to digitally transform business operations and manufacturing processes by allocating dedicated budgets for innovation including smart factories, robotics, digital supply networks, artificial intelligence and machine learning, predictive maintenance and blockchain.
Benefits for the automotive industry
The automotive industry, in particular, can benefit from adoption of industry 4.0 in many ways. From process innovation and value creation to reducing costs and risk mitigation, automotive companies are starting to leverage the true benefits of industry 4.0 through continued adoption. Evolving customer behaviour and demands is one of the biggest drivers of technology adoption for auto manufacturers which goes beyond the production and point of vehicle sale. Auto manufacturers hinged on traditional technologies and reluctant to adapt to the disruptive technologies would eventually result in OEMs losing growth opportunities pertaining to product planning, innovative services and time-to-market reaction with lack of actionable insights derived from customer and vehicle data.

In a connected ecosystem where OEMs are able to interact with the customer directly, there will be greater opportunities for them to understand and gauge customer preferences better and in turn, provide improved customer experience and reduce several inefficiencies.
Some of the other ways auto manufacturers can leverage the true value from adoption of industry 4.0 are:
Agile supply chain: Industry 4.0 gives OEMs and suppliers the ability and agility needed to adapt manufacturing specifications in response to changing standards and customer requirements.
Self-monitoring capabilities: Industry 4.0 enabled plants will enable auto manufacturers to take a more proactive approach. With technologically advanced self-monitoring systems and sensors installed, manufacturers will be able to predict potential maintenance issues before they even occur enabling them to take actions proactively while reducing downtime and saving equipment maintenance costs.
Capacity for customisation: The modern customer prefers to personalise their vehicles, which the traditional auto manufacturing process does not accommodate. Industry 4.0 adoption would enable manufacturers to have the capability to customise individual vehicles while achieving a faster speed-to-market.
Network flexibility: Industry 4.0 tools enable manufacturers to connect their plants located at various locations in real-time allowing efficient operational management because of fluctuating production or demands.10 In addition, auto manufacturers are also leveraging operational benefits of this industrial transformation through:
Challenges for the automotive industry
As much as it is becoming pertinent for automotive companies to adopt industry 4.0 practices, there are several key challenges that top executives must face before leveraging its benefits. Manufacturing companies must have the right people in place to plan, execute, measure and optimise technologies and digital systems. This transformation is only possible if the whole organisation is aligned with the digital strategy rather than departments taking digital initiatives individually. Introducing technologies alone is not enough if there is no proper strategy in place.
On the other hand, with shortage of skilled workers, this transformation can have adverse effects and can result in increased costs and failed projects. In short, a successful transformation can only be done by taking a holistic approach. Another approach, which has been tried and tested by several organisations, is through starting the transformation by solving the small problems. If done right, these small wins can set a precedent for the bigger transformation projects leading to greater motivation amongst teams and prospects of more dedicated investments. This approach also brings all stakeholders on the same page including management, investors and employees. As companies increase efforts in initiating digital transformation projects, they must also set standards that can be tracked and optimised to ensure they are in line with the organisation's core value propositions.
In addition to the transformation challenges, there are some supply chain specific challenges that must also be addressed. The automotive manufacturers in particular rely on several contractors and external partners posing a greater challenge for them to integrate all stakeholders into the ecosystem. Another challenge from a technological standpoint is data management and security. With Big Data playing an integral role in industry 4.0, many manufacturers are finding it hard to handle the massive amount of data produced and turn it into meaningful insights. With incorporation of AI and ML technologies, this challenge can be addressed effectively. With cloud computing and connected cars in place, data is not being stored within the organisation.
Industry 4.0 comes with the vulnerability of cybersecurity threats affecting the end customers in an instance if the data from their connected cars is hacked, hence, auto manufacturers must have stringent policies and mechanisms in place to ensure data security.
Industry 4.0: The tipping point
Siemens report that only the first 50% of companies investing in new technologies and business models will have the definitive competitive advantage over those who don't. Those who lag behind or the laggards will still have to adopt, however, they will not be gaining any differential advantage over competitors. They will still be able to achieve reduced costs, improved productivity and efficiency along with other benefits that come with adoption of industry 4.0; however, it will not be a market advantage. The fourth industrial revolution has already started benefitting manufacturers in several ways across the entire value chain; however, manufactures have just started to understand the applications of industry 4.0. As technologies mature and manufacturers develop further understanding, expectations and implications of industry 4.0 will increase.

Fahad is PM at ARFASOFTECH but has a knack for writing. He enjoys writing about the latest technologies and evolving trends. Most of his writings revolve around trending technologies and their integration into operations.
Comments (0)